

新闻动态
高速钢原材料共晶碳化物不均匀度技术条件及对力学性能影晌?
高速钢原材料共晶碳化物不均匀度技术条件及对力学性能影晌?
实验和生产实践表明,当工模具共晶碳化物级别由3级增加N5级时,力学性能分别降低:18%~22%0"15%~20%7"b、2%~18%K1c和20%~30%CZk等值,且易引起锻裂、淬裂和热处理畸变及使用过程发生疲劳断裂事故。因此,一般高速钢工模具共晶碳化物级别控制在≤3级,高精度工模具控制在1~2级。对高速钢原材料进行锻造,可达到要求级别技术条件,具体如表1、表2所示。表1 高速钢原材料共晶碳化物不均匀度技术条件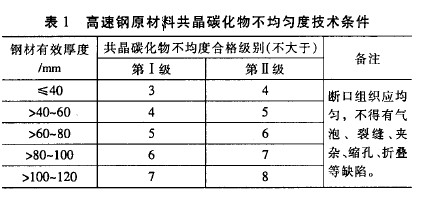
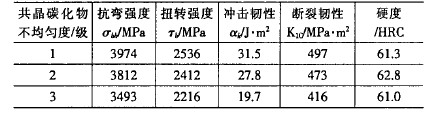
表2 W18CI4V高速钢共晶碳化物不均匀度对力学性能影响
高速钢原材料锻造可改变共晶碳化物形貌
高速钢属莱氏体钢,合金碳化物约占总重量的15%~20%,共晶碳化物硬而脆,是脆性相。钢锭虽经开坯轧制、压延,但碳化物沿轧制方向呈带状、网状、大颗粒状或堆集状分布,因此,碳化物形状严重影响钢的物理、化学和冷热加工性能及工模具使用寿命。只有通过锻造击碎共晶碳化物,变脆性相为强化相。因粗大共晶碳化物割断了金属基体连续性,增加脆性,降低韧性,加大高速钢锻造难度。高速钢具有导热性差、塑性低、变形抗力大、锻造温度窄、淬透性高和变形发热效应大等特点,应严格制订合理锻造工艺。锻前对原材料进行低倍组织、碳化物级别和表面质量检查及探伤检查。当原材料缩孔或中心疏松≥2级时,将引起端面十字裂纹或中心裂纹;当原材料表面有裂纹或折叠,镦粗时将扩展成大裂纹;原材料共晶碳化物级别太高,即使反复镦造也难达到低级别要求,因此,应选用共晶碳化物适宜级别来锻造。锻坯低温人炉,二级预热,均匀加热,充分透烧,缓慢升温,严格控制锻造加热温度、始锻和终锻温度(见表3),严防出现“表熟里生、里熟表生、阴阳面和两头白而中间黑”等“夹生”加热缺陷,以防锻裂。采用双十字形变向镦拔锻造法,最后锻造成形后改变锻造方向,形成工模具所需的合理的锻造纤维组织流线分布,该纤维组织相当稳定,经最终热处理仍可保留,增强工模具刚性和抗击打能力。

更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关高速钢原材料、粉末高速钢、粉末工具钢、日本不二越高速钢、美国熔炉斯伯粉末工具钢、硬质合金、钨钢、无磁模具钢、基体钢、基体高速钢、高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号