

新闻动态
高速钢辊发展以Nb代W离心铸造三层复合辊
高速钢辊发展以Nb代W离心铸造三层复合辊
(1) 连续铸造法生产的高速钢辊,成本较高,由于MC 型碳化物尖峰作用(所谓尖峰作用就是硬质碳化物突起而产生的与轧件间的磨力)而使轧钢负荷加大,增加能耗.离心铸造法生产辊筒,发现VC﹑WC 以及钢水之间比重差较大因而产生离心力造成的比重偏析,以至非调正成分不能生产的程度。
(2) Nb 在高速钢辊离心铸造工艺中的物理冶金,碳化物离心力偏析机理同重力偏析是同样的。高速钢水中的碳化物。合金元素的比重见表2。
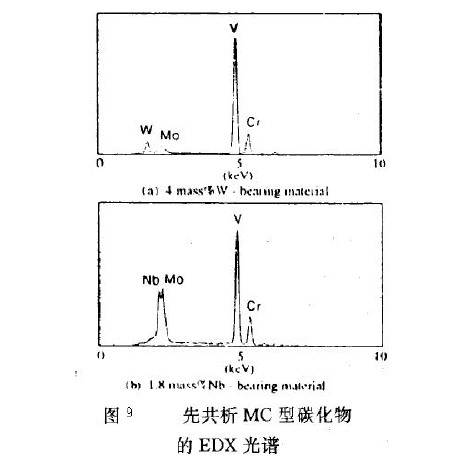
表2 中各组分的比重各异,只有NbC 与Fe 相等。在高碳铁水中,按化合物溶度积原理上述的碳化物均以一次碳化物在钢水中形成。VC 的比重只有5.7,当离心铸造轧辊的外层壳体时,VC 偏析于内缘,高比重W﹑Mo 碳化物偏析于外缘。如果降低钢水比重,无疑可降低偏析率。用2%C-6%V-Cr-Mo 系的基本成分,加W 和加Nb 分别试验,分析碳化物组成和离心铸物的从内到外缘的金相组织中碳化物分布。结果指出:2.5%-6%Cr-5%Mo-5%W-6%V 合金的内侧大量析出粉状VC。图9(a)指出加4%W的试料的V 碳化物中只检测出少量的W,加Nb 的试料中图9(b)可见,Nb﹑V﹑Mo 组成复合的MC 型碳化物(NbVMo)C 加W,由于VC 中没有W,W 浓缩在钢水中,因而加大钢水比重,促进了VC 的偏析。
在高速钢中加Nb,一方面形成(NbVMo)C,提高碳化物比重,另一方面钢水中没有W,两者使碳化物和钢水的比重差缩小。因而大大减少离心力所至偏析。
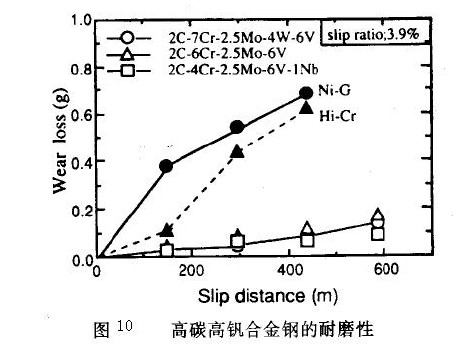
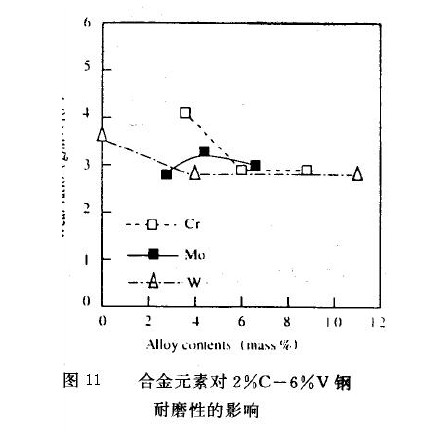
高速钢去W 加Nb 对高速钢的耐磨性影响如何,由图10 一目了然。加4%W和1%Nb 的,具有同等的耐磨性。在高速钢起主宰作用的W,在这里完全被Nb所取代。图11 示出Cr﹑Mo﹑W 含量对2%-6%V 钢的耐磨性的影响,可见随Cr﹑Mo﹑W 含量的增加,几乎没有变化。耐磨性只受粒状的MC 型碳化物所支配。以Nb 代W 解决了离心铸造时的离心偏析。图12 示出2%C-5%V-1.5%Nb-6%Cr-2.5%Mo 基本成分。研究各因素对耐磨性的影响如图示,只增加碳耐磨性下降,增加C﹑Cr 耐磨性持平,增C﹑Cr﹑Mo 耐磨性提高。
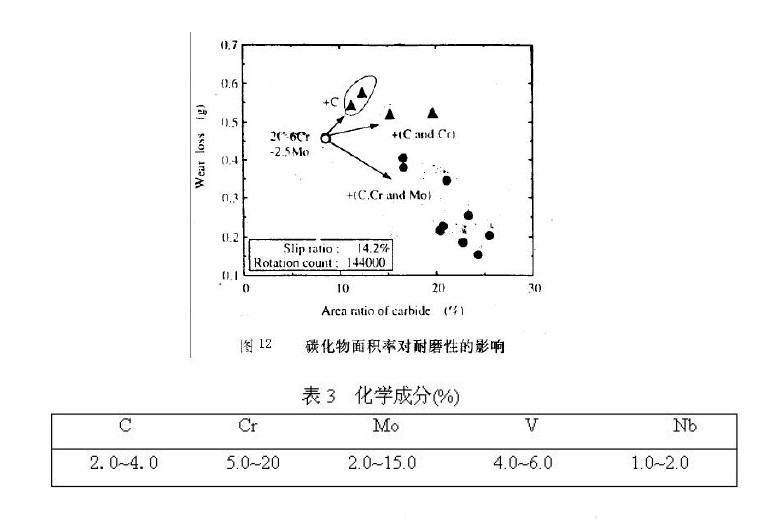
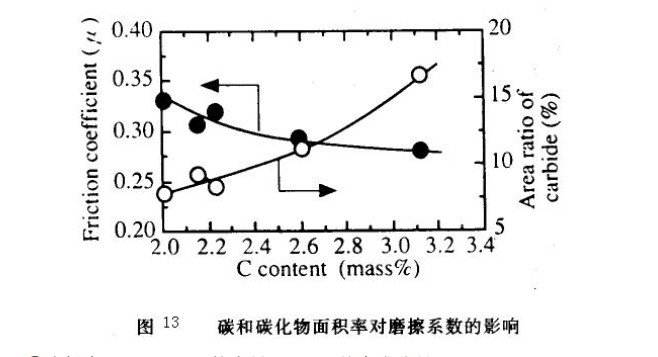
用表3 示出的化学成分研究了碳对碳化物量和摩擦系数的影响。随碳含量增加碳化物面积率增加﹑相应摩擦系数减少,见图13。综合两个结果,增加碳和碳化物形成元素,取得合适的平衡,增加耐磨碳化物的面积率对提高抗磨性,减低碳化物的尖峰作用,才是有效的。
(3)以Nb 代W,增加C﹑Cr﹑Mo 离心铸造辊的开发。基于上述研究结果,试生产两类钢辊
①为平常C﹑Cr﹑Mo 的含量HSS1。
②为提高C﹑Cr﹑Mo 的含量HSS2。基本成分是2.2%C-5%V-1.5%Nb。
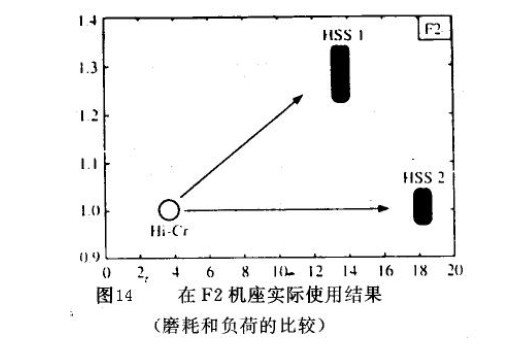
用离心制造生产辊外壳,(例外径685mm,壁厚80mm, 长1500mm)轴芯用可煅铸铁,轴芯与壳之间浇铸石墨钢。浇注时防止外层材料熔化而混入Cr,Mo 引起轴芯材料脆化,试制辊HSS1﹑HSS2 和Hi-Cr 的实用性能如图14。
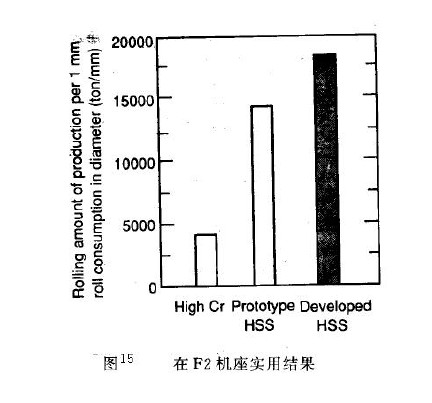
HSS2 具有HiCr 辊同等的轧制负荷,但单位磨耗生产能力提高5 倍。HSS1 轧制负荷增加30%以上。新开发辊表层80mm 之内的耐磨性均匀一致对提高轧辊连续使用性,是必不的耐磨硬化层.
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关高速钢辊发展,高速工具钢、粉末高速钢、粉末工具钢、日本不二越高速钢、美国熔炉斯伯粉末工具钢(CPM10V)、硬质合金、钨钢、无磁模具钢、基体钢、基体高速钢、高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号